
































")
Ideal TECNO MIG 211 S-PULSE ALU SYNERGIC Multiprozess-Schweißgerät MIG/MAG MMA TIG Lift FLUX
Produktcode: 1441





Beschreibung
SCHWEISSGERÄT TECNO MIG 211 S-PULSE ALU SYNERGIC
Ideal TECNO MIG 211 S-PULSE ALU SYNERGIC ist ein modernes MIG-Schweißgerät, das gleich vier Verfahren vereint: MIG/MAG, MMA, TIG LIFT sowie Fülldraht. Dadurch ermöglicht ein einziges Gerät die Bearbeitung einer breiten Palette von Materialien - von Schwarzstahl und Edelstahl bis hin zu Aluminium und Leichtmetalllegierungen. Dies ist die ideale Lösung sowohl für professionelle Werkstätten als auch für anspruchsvolle Heimwerker. 
DAS KOMPLETTE SET ENTHÄLT:
- Schweißgerät Ideal Tecno MIG 211 S-Pulse Alu Synergic
- Schweißbrenner MIG 15, Länge 3 m
- Massekabel, Länge 2 m
- Elektrodenhalter, Länge 2 m
- Drahtvorschubrolle 0,8-1,0 mm für Stahl
SYNERGIE - INTELLIGENTE UNTERSTÜTZUNG FÜR DEN SCHWEISSER
Dank der Synergie-Funktion wählt das Schweißgerät TECNO MIG 211 S-PULSE ALU SYNERGIC selbstständig die optimalen Betriebsparameter für den ausgewählten Draht, das Material und das Schutzgas aus. Das bedeutet, dass auch weniger erfahrene Anwender eine ästhetische und feste Schweißnaht erzielen können, ohne das Gerät lange einstellen zu müssen. Die Synergie verkürzt die Vorbereitungszeit, verringert das Fehlerrisiko und ermöglicht es, sich auf die eigentliche Arbeit zu konzentrieren, anstatt auf die komplizierte Konfiguration. Diese Lösung erleichtert den Einstieg und steigert gleichzeitig die Effizienz und den Komfort erfahrener Schweißer.

PULS-SCHWEISSEN - PRÄZISION UND ÄSTHETIK DER SCHWEISSNÄHTE
Der Pulsmodus des TECNO MIG 211 S-PULSE ALU SYNERGIC ermöglicht einen außergewöhnlich stabilen Lichtbogen und eine kontrollierte Metalltropfenübertragung. Dadurch sind die Schweißnähte sauberer, glatter und frei von übermäßigen Spritzern, und das Risiko des Durchbrennens dünner Bleche ist deutlich geringer. Das Puls-Schweißen erleichtert zudem die Arbeit mit Aluminium und Edelstahl, wo Ästhetik und Verbindungsqualität entscheidend sind. Diese Lösung sorgt selbst unter schwierigeren Bedingungen und bei empfindlicheren Werkstoffen für professionelle Schweißnähte.
VIER SCHWEISSVERFAHREN IN EINEM GERÄT
TECNO MIG 211 S-PULSE ALU SYNERGIC vereint gleich vier gängige Schweißverfahren: MIG/MAG, MMA, WIG LIFT und Fülldraht. Dadurch eignet sich ein einziges Gerät für zahlreiche Anwendungen - von präzisen Schweißnähten an dünnen Blechen über solide Verbindungen bei Stahlkonstruktionen bis hin zu schnellen Arbeiten vor Ort mit Fülldraht. Diese Lösung macht den Kauf mehrerer separater Schweißgeräte überflüssig und bietet volle Flexibilität bei der Auswahl der Technologie für das jeweilige Material und die jeweilige Aufgabe.

UNIVERSELLE UNTERSTÜTZUNG FÜR VERSCHIEDENE SCHUTZGASE
Das Schweißgerät TECNO MIG 211 S-PULSE ALU SYNERGIC bietet volle Flexibilität bei der Auswahl des Schutzgases je nach Materialart und Arbeitstechnik. Der Anwender kann mit reinem CO₂ schweißen, eine Ar+CO₂-Mischung für bessere Schweißnahtqualität bei Stahl verwenden und bei Aluminium 100 % Argon nutzen. Zusätzlich ist die Option des Schweißens mit Fülldraht (FLUX) verfügbar, also ohne Gas - ideal für den Einsatz vor Ort, wo keine Gasflaschen und kein Druckminderer zur Verfügung stehen. Diese Vielseitigkeit ermöglicht es, das Gerät an alle Bedingungen anzupassen.
INTUITIVES BEDIENFELD MIT LED-DISPLAY
TECNO MIG 211 S-PULSE ALU SYNERGIC ist mit einem modernen Bedienfeld mit gut lesbarem LED-Display ausgestattet. Es ermöglicht die schnelle Auswahl des Schweißverfahrens, des Werkstoffs, des Schutzgases und des Drahtdurchmessers sowie die präzise Einstellung von Strom, Spannung und Induktivität. Dadurch ist die Bedienung des Geräts einfach und komfortabel - mit nur wenigen Drehungen an den Reglern lassen sich die Parameter perfekt an die jeweilige Aufgabe anpassen. Diese Lösung spart Zeit und gewährleistet die volle Kontrolle über den Schweißprozess.
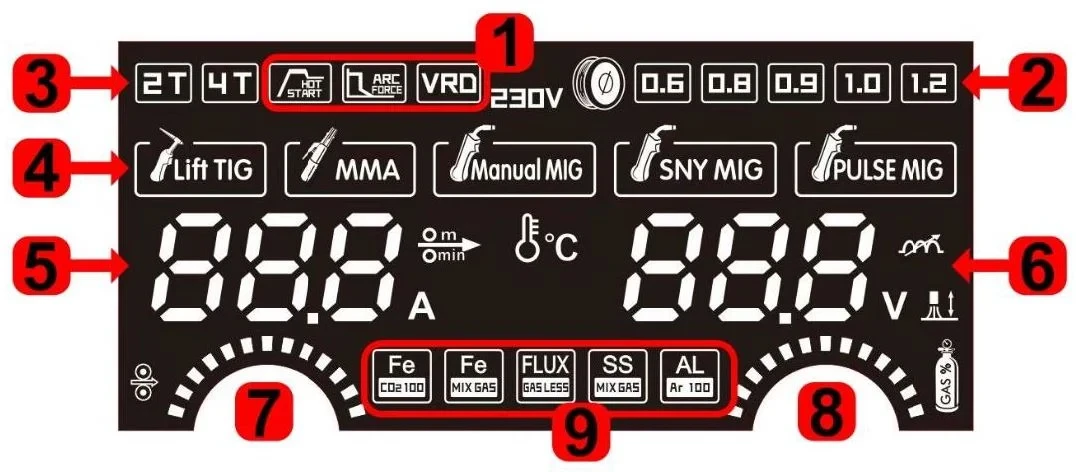
1 - Zusatzfunktionen (nur MMA):
HOT START - Funktion für ein leichteres Zünden der umhüllten Schweiβelektrode, erhöhter Stromwert beim Zünden (Bereich 0÷10).
Arc Force - Funktion zur Stabilisierung des Schweißlichtbogens, reduziert zudem die Anzahl der Spritzer (Bereich 0÷10).
VRD-Funktion - Die VRD-Funktion (Voltage Reduction Device) senkt die Leerlaufspannung an der Elektrode auf einen sicheren Wert; ermöglicht den Betrieb in Umgebungen mit erhöhter Luftfeuchtigkeit.
2 - Anzeige des ausgewählten Drahtdurchmessers (nur MIG/MAG)
3 - Anzeige des ausgewählten Tastenmodus im Schweißbrenner:
Auswahl des Tastenmodus (nur MIG/MAG):
2T - Modus, bei dem der Knopf während des Schweißens gedrückt und gehalten wird; nach Loslassen wird der Schweißvorgang unterbrochen
4T - Modus, bei dem der Auslöser gedrückt wird, ohne ihn während des Betriebs gedrückt halten zu müssen; der Vorgang wird durch erneutes Drücken unterbrochen
4 - Anzeige des ausgewählten Schweißverfahrens:
- LIFT WIG - nicht schmelzende Elektrode
- MMA - umhüllte Schweiβelektrode
- MANUAL MIG- abschmelzende Elektrode, manueller Modus
- SNY MIG (Synergic) - abschmelzende Elektrode, synergistischer Modus
- PULSE MIG - schmelzende Elektrode, Einzelpuls-Modus
5 - Anzeige des Schweißstroms/der Drahtvorschubgeschwindigkeit (linke Seite)
6 - Anzeige der Schweißspannung/Spannungskorrektur (rechte Seite)
Zusätzlich wurden folgende Symbole beschrieben:

a) Zeigt den Wert des wichtigsten Schweißparameters an:
- Die linke Seite zeigt den Schweißstrom (A) an
- Die rechte Seite zeigt die Lichtbogenspannung oder die Spannungskorrektur (V) an
b) Induktivitätssymbol:
Regelt die „Härte“ des Lichtbogens und die damit verbundene Wärme; ein niedrigerer Wert bedeutet einen stabileren Lichtbogen, mehr Wärme, aber mehr Spritzer; ein höherer Wert bedeutet einen weniger stabilen Lichtbogen, weniger Wärme und weniger Spritzer (Bereich von 0÷10).
c) Symbol für die Parametereinstellung, wobei „V“ für die Spannung steht und das Piktogramm daneben für die Spannungskorrektur.
Analog zur linken Seite zeigt der Schweißstrom das Symbol „A“ oder „m/min“ für die Drahtvorschubgeschwindigkeit.
7 - linker Drehknopf (LP):
Durch Drehen des Knopfes nach links/rechts lässt sich der Schweißstrom einstellen. Einmaliges Drücken wechselt zur Einstellung der Drahtvorschubgeschwindigkeit. Es erscheint dann das entsprechende Symbol (A - Schweißstrom / m/min - Drahtvorschubgeschwindigkeit).
Neben der Auswahl des Drahtdurchmessers besteht die Möglichkeit, den Drahtdurchlauf durch den Drahtvorschub zu überprüfen. Halten Sie dazu die Taste einige Sekunden lang gedrückt, bis sich der Drahtvorschub in Bewegung setzt.
8 - rechter Drehknopf (PP):
Durch Drehen des Drehknopfs nach links/rechts können Sie die Schweißspannung oder die Spannungskorrektur einstellen, je nach gewähltem Schweißverfahren. Im manuellen Modus erfolgt eine Korrektur, im Synergic- und Pulsmodus eine Änderung der Spannungskorrektur. Es erscheint dann das entsprechende Symbol (V - Lichtbogenspannung / Düsensymbol - Spannungskorrektur).
Neben der Auswahl des Drahtdurchmessers besteht die Möglichkeit, den Gasfluss zu überprüfen. Halten Sie dazu die Taste einige Sekunden lang gedrückt, bis sich das Magnetventil aktiviert. Durch einmaliges Drücken wird zusätzlich die Induktivitätsfunktion aktiviert.
ACHTUNG! Die Gasprüfungsfunktion ist nicht verfügbar, wenn die Option Fülldraht ausgewählt ist!
ACHTUNG! Die Induktivitätsfunktion ist nur für den manuellen und den synergistischen MIG/MAG-Modus verfügbar.
9 - Anzeige des ausgewählten Schweißmaterials/Schutzgases (nur MIG/MAG)
Eine der ausgewählten Schweißmaterialarten, zusammen mit der Angabe des Schutzgases.
Der obere Teil zeigt das Material, der untere Teil die Art des Schutzgases an.
DIE WICHTIGSTEN VORTEILE DES GERÄTS:
LIFT WIG - Lichtbogenzündung im WIG-Verfahren ohne Verwendung eines Ionisators. Die Lichtbogenzündung erfolgt durch Berühren des Materials mit der Wolframelektrode und anschließendes Zurückziehen in einen Abstand, der für einen stabilen Schweißlichtbogen sorgt.
Synergie - eine Funktion, die die Auswahl der optimalen Parameter im Schweißprozess erleichtert. Anhand der programmierten Daten passt sie automatisch die Drahtvorschubgeschwindigkeit an den Schweißstrom an. Sie beschleunigt den Arbeitsbeginn und minimiert das Risiko falscher Einstellungen, die sich negativ auf die Qualität und das Aussehen der Schweißnaht auswirken.
Hot Start „Heißstart“ - besteht in einer kurzzeitigen Erhöhung des Schweißstroms über den eingestellten Wert hinaus beim Lichtbogenzünden. Dies verhindert das „Anhaften der Elektrode“ in der Anfangsphase des Schweißens und erleichtert den Start des gesamten Prozesses. Es wird empfohlen, diese Funktion bei dünnen Werkstücken zu deaktivieren.
Arc Force - eine Funktion zur Verbesserung der Lichtbogenstabilität. Eine Verringerung ihres Wertes reduziert in gewissem Maße auch den Stromverbrauch, der Lichtbogen wird weicher und die Einbrandtiefe nimmt ab. Dies erleichtert die Arbeit mit dünneren Materialien. Entsprechend wird der Lichtbogen bei einer Erhöhung von Arc Force fokussierter und länger, die Einschmelztiefe und die Lichtbogenstabilität nehmen zu.
VRD-Funktion - Diese Funktion senkt die Spannung im Leerlauf. Innerhalb von Millisekunden nach Beendigung des Schweißvorgangs wird die Spannung an der umhüllten Schweiβelektrode auf ein sicheres Niveau abgesenkt. Der richtige Spannungswert wird erst kurz vor der Lichtbogenzündung wiederhergestellt. Dies minimiert das Risiko eines Stromschlags. In Extremfällen erschwert dies die Lichtbogenzündung.
ÜBERLASTUNGSCHALTER - integrierte Vorrichtung, die die Leistung unterbricht, wenn aus irgendeinem Grund eine Überspannung auftritt. Dies schützt sowohl das Stromnetz als auch das Gerät selbst vor Schäden.
2-Takt und 4-Takt - Bei einem Zweitakter beginnt der Schweißvorgang nach dem Drücken der Starttaste, während er nach dem Loslassen der Taste gestoppt wird. Der Viertaktmodus ist besonders nützlich bei langen Schweißnähten sowie bei Arbeiten, bei denen ein freies Manövrieren des Schweißbrenners erforderlich ist, z. B. beim Schweißen von Rohren. Nach dem Drücken und Loslassen des Knopfes erfolgt die Lichtbogenzündung, erst durch erneutes Drücken und Loslassen wird der Vorgang beendet.
IGBT - moderne Bipolartransistoren, die ein Minimum an elektromagnetischen Störungen und geringe Leistungsverluste gewährleisten. Sie steigern die Effizienz und verlängern die Lebensdauer der Stromquelle. Sie ermöglichen eine hohe Schaltfrequenz und sorgen so für eine blitzschnelle Anpassung des Stroms an Parameteränderungen während des Schweißvorgangs.

Technische Daten
- Netzanschluss 230 V 50 Hz
- Pulsfunktion Nein
- Doppelpuls Nein
- Synergie-Funktion Ja
- Spool Gun-Anschluss Nein
- Lüftersteuerung (Fan Stop) Nein
- MIG-Löten Ja
- Drahtspulengewicht 5
- Drahtvorschub 2-Rollen
- Kühlung Ventilator
- Drahtspulengewicht [kg] D100 (0,45kg i 1kg), D200 (2kg i 5kg)
- Aluminiumdraht-Durchmesser [mm] 0,9 - 1,2 mm (MAN/SYN) / 1,0 mm (PULS)
- Stahldraht-Durchmesser [mm] 0,6 - 1,0 mm (MAN/SYN)
- Fülldraht-Durchmesser [mm] 0,6 - 1,0 mm (MAN/SYN)
- Einschaltdauer [%] MIG/MAG/TIG: 60% - 200A | 100% - 155A , MMA: 60% - 180A | 100% - 139A
- Schweißstrom-Einstellbereich MIG/MAG [A] 30÷200
- Schweißstrom-Einstellbereich WIG DC [A] 15÷200
- Schweißstrom-Einstellbereich E-Hand [A] 20÷180
- Schweißspannung-Einstellbereich [V] 62
- Leistung [kW] 6,3
- Gerätegewicht [kg] 13.5
- Leerlaufspannung [V] 62
- Drahtdurchmesser Edelstahl [mm] 0,8 - 1,0 mm (MAN/SYN)
- Stabelektroden-Durchmesser [mm] 1,6 - 4,0 mm
- Netzabsicherung [A] C20
- Abmessungen [mm] 460 x 205 x 350 mm
- Stromaufnahme [A] 200
- Schutzart IP21S
Produktsicherheit
Hersteller
BADEK sp. z o.o.
ul.Parkowa 17 B
55-080 Mokronos Dolny, Polen





